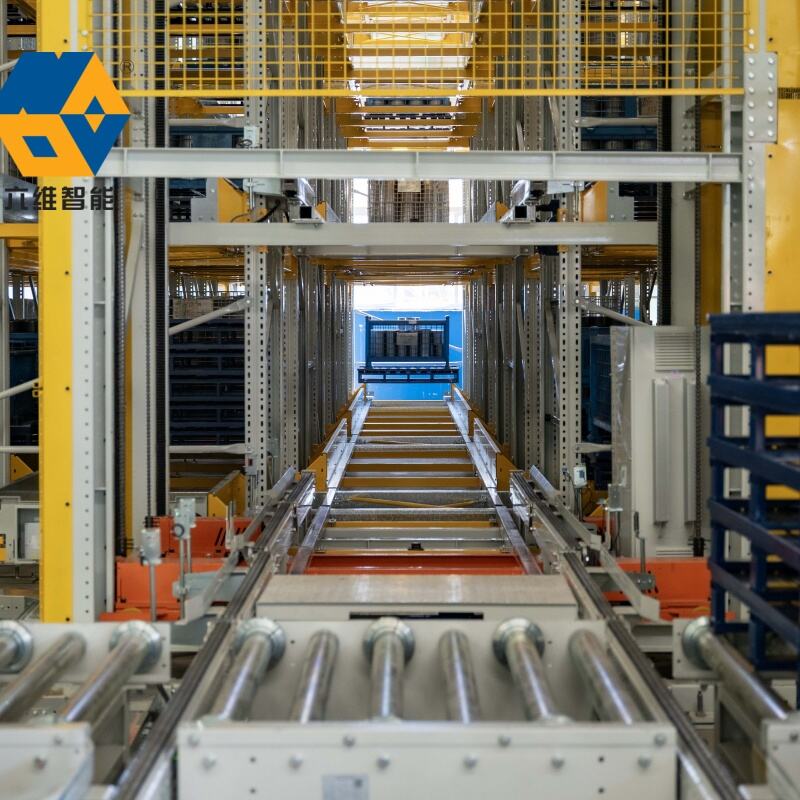
hệ thống băng chuyền kho tự động
Hệ thống băng chuyền kho tự động đại diện cho một trụ cột của hậu cần hiện đại và các hoạt động xử lý vật liệu, kết hợp công nghệ tự động hóa tiên tiến với kỹ thuật cơ khí tinh vi. Những hệ thống này bao gồm các mạng lưới băng chuyền được cấp nguồn liên kết chặt chẽ, vận chuyển hiệu quả các gói hàng, pallet và sản phẩm khắp các cơ sở kho bãi. Chức năng cốt lõi bao gồm việc phân loại tự động, tích hợp, hợp nhất và phân phối vật liệu qua các khu vực kho khác nhau. Các hệ thống này sử dụng nhiều loại băng chuyền khác nhau, bao gồm băng chuyền dây, băng chuyền con lăn và băng chuyền xích, mỗi loại được tối ưu hóa cho các đặc điểm sản phẩm cụ thể và yêu cầu hoạt động. Cảm biến tiên tiến và hệ thống điều khiển cho phép theo dõi và định tuyến thời gian thực cho các mặt hàng, trong khi tích hợp với Hệ thống Quản lý Kho (WMS) đảm bảo sự phối hợp liền mạch của dòng chảy vật liệu. Các hệ thống băng chuyền tự động hiện đại bao gồm các tính năng thông minh như điều chỉnh tốc độ tự động, phát hiện tải trọng và khả năng bảo trì dự đoán. Chúng có thể xử lý nhiều kích thước và trọng lượng sản phẩm khác nhau, hoạt động liên tục trong nhiều ca mà vẫn duy trì mức độ hiệu suất ổn định. Hệ thống được thiết kế mô-đun, cho phép mở rộng và tái cấu hình trong tương lai khi nhu cầu kinh doanh thay đổi. Các tính năng an toàn bao gồm hệ thống dừng khẩn cấp, lan can bảo vệ và các giao thức tắt máy tự động để bảo vệ cả nhân viên và sản phẩm. Những hệ thống này làm giảm đáng kể yêu cầu xử lý thủ công, tăng cường khả năng thông qua và cải thiện độ chính xác hoạt động trong môi trường kho bãi.