unidades de almacenamiento automatizadas
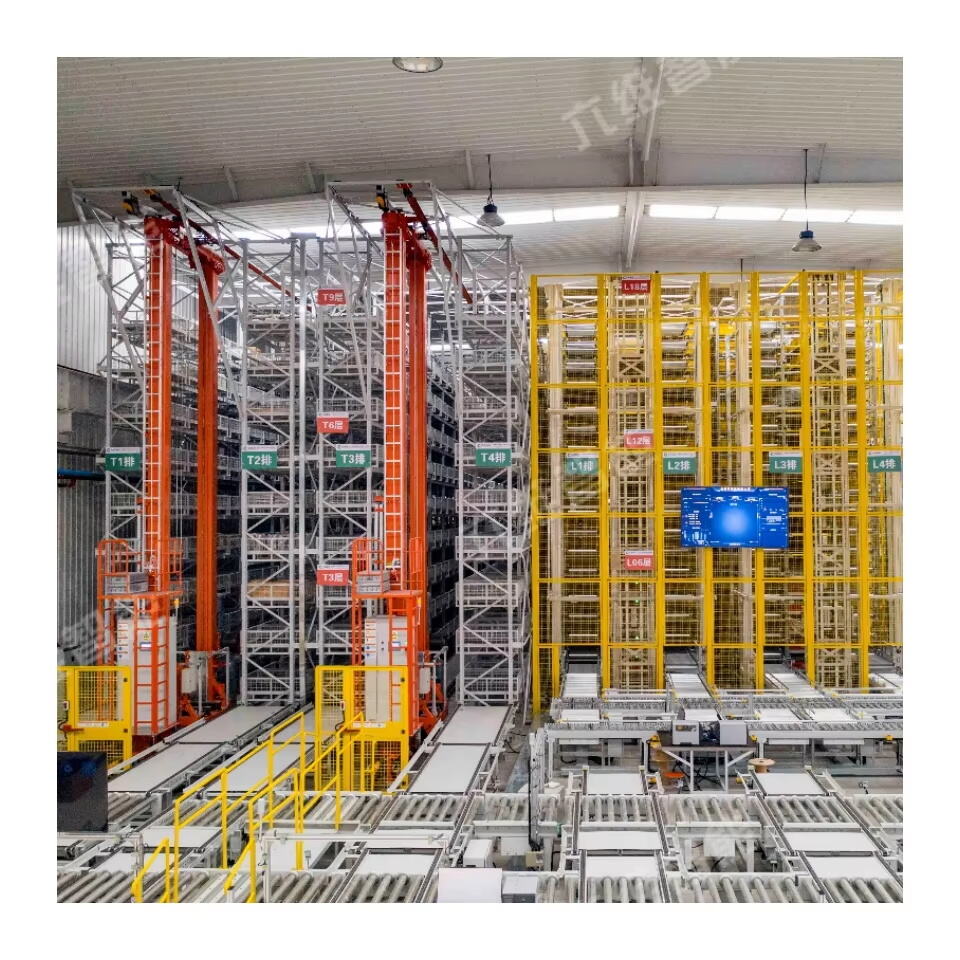
Las unidades de almacenamiento automatizadas representan un avance revolucionario en la gestión moderna de almacenes e inventarios. Estos sofisticados sistemas combinan robótica de vanguardia, inteligencia artificial e ingeniería de precisión para crear soluciones de almacenamiento altamente eficientes. Las unidades operan a través de una red de robots controlados por computadora y sistemas de transporte que almacenan, recuperan y gestionan automáticamente los elementos del inventario. Estos sistemas utilizan el espacio vertical de manera eficiente, alcanzando a menudo alturas de 30 pies o más, mientras mantienen una huella relativamente pequeña. La tecnología incorpora sensores avanzados y sistemas de seguimiento que monitorean el movimiento del inventario en tiempo real, asegurando niveles de stock precisos y ubicaciones de elementos exactas. Cada unidad cuenta con múltiples compartimentos de almacenamiento con configuraciones ajustables para acomodar varios tamaños y tipos de artículos. El software inteligente del sistema optimiza la colocación del almacenamiento basándose en factores como la frecuencia de acceso al artículo, el tamaño y el peso. Las características de seguridad incluyen controles de acceso biométrico, sistemas de vigilancia y registro automático de todas las operaciones de almacenamiento y recuperación. Estas unidades pueden operar 24/7, reduciendo significativamente los costos laborales mientras aumentan la eficiencia operativa. La tecnología también se integra sin problemas con los sistemas existentes de gestión de almacenes y software de planificación de recursos empresariales, proporcionando capacidades comprehensivas de control y gestión de inventario.