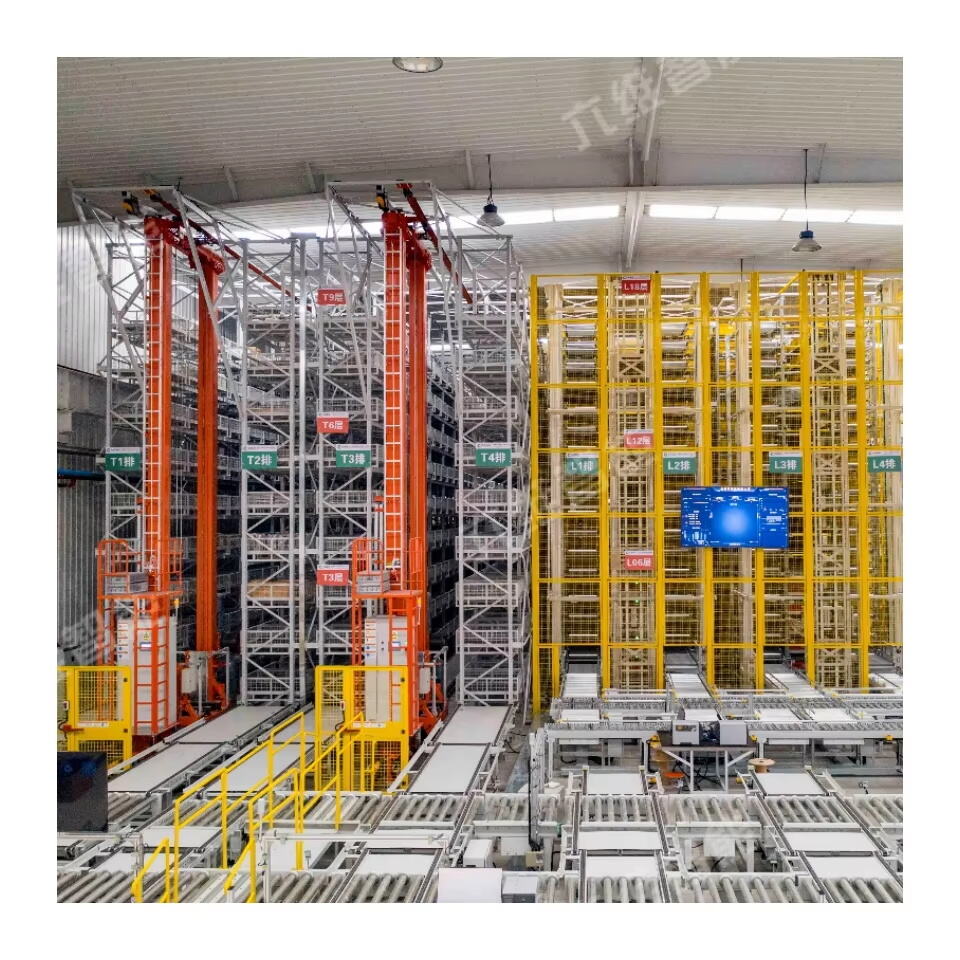
estantería automática
Los sistemas de estantería automatizados representan un avance revolucionario en la gestión de almacenes y soluciones de almacenamiento. Estos sofisticados sistemas combinan robótica de vanguardia, mecanismos controlados por computadora y software inteligente para crear una operación de almacenamiento y recuperación fluida. La función principal de la estantería automatizada es optimizar el uso del espacio mientras maximiza la eficiencia operativa a través de la gestión de almacenamiento computarizada. El sistema emplea diversas características tecnológicas, incluidos sistemas automatizados de almacenamiento y recuperación (AS/RS), sistemas de transporte y mecanismos de selección robóticos. Estos componentes trabajan en armonía para manejar materiales con precisión y rapidez, reduciendo significativamente los errores humanos y las necesidades de mano de obra. La tecnología incorpora sensores avanzados y sistemas de seguimiento que mantienen un control de inventario en tiempo real, permitiendo un rastreo preciso de la ubicación y acceso inmediato a los artículos almacenados. Las aplicaciones de la estantería automatizada abarcan numerosas industrias, desde centros de cumplimiento minorista y comercio electrónico hasta instalaciones manufactureras y almacenes de almacenamiento frío. La versatilidad del sistema le permite adaptarse a diferentes tamaños y pesos de productos, lo que lo hace adecuado para diversas necesidades de almacenamiento. Los modernos sistemas de estantería automatizados también cuentan con capacidades de aprendizaje adaptativo, optimizando continuamente los patrones de almacenamiento basados en datos de uso y patrones de demanda.