shuttle pallet racking
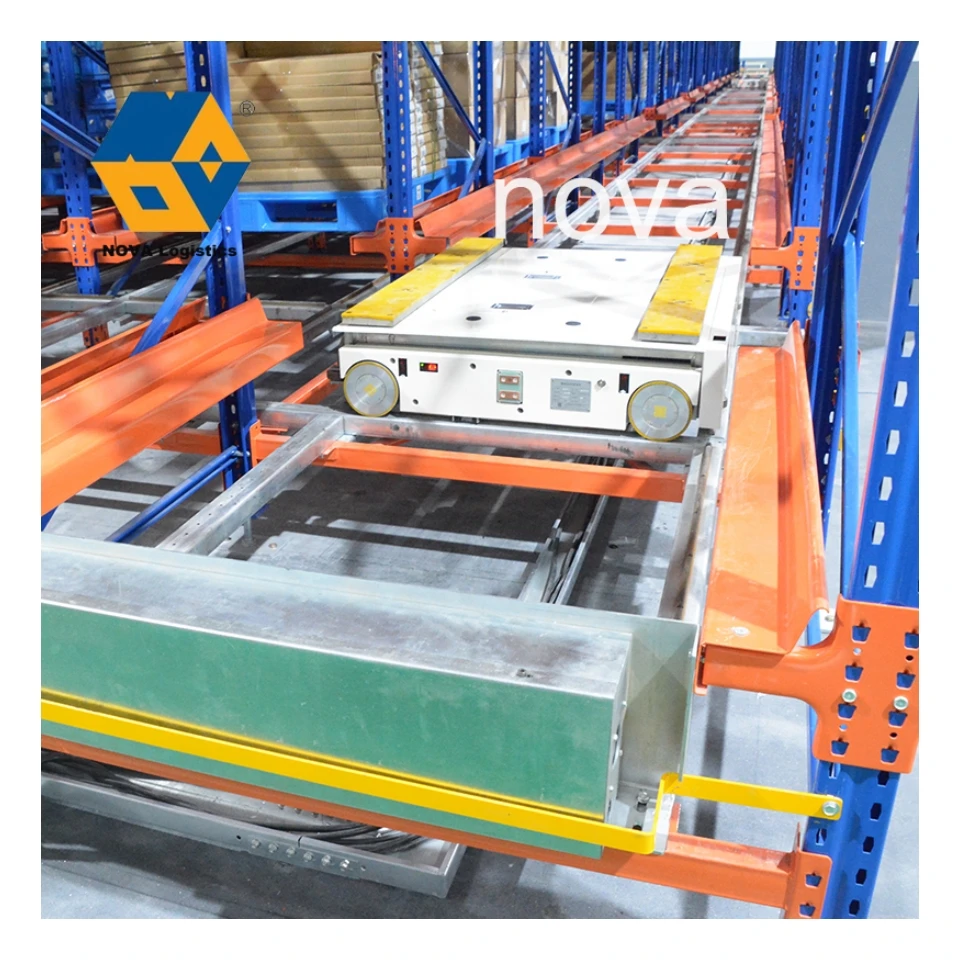
Shuttle pallet racking represents a groundbreaking advancement in automated storage solutions, combining high-density storage capabilities with efficient retrieval systems. This innovative system utilizes automated shuttles that operate within the racking structure to handle pallets, eliminating the need for traditional forklifts to enter storage aisles. The system consists of multiple storage levels with dedicated lanes where shuttle carriers move horizontally to deposit and retrieve pallets. These automated shuttles are equipped with sophisticated sensors and control systems that ensure precise pallet placement and retrieval, maximizing storage density while minimizing the risk of damage to goods. The technology operates through a centralized management system that coordinates shuttle movements, monitors inventory levels, and optimizes storage patterns. Particularly well-suited for cold storage facilities, food and beverage warehouses, and distribution centers handling high-volume inventory, shuttle pallet racking excels in environments where space optimization and rapid throughput are essential. The system can be customized to accommodate various pallet sizes and weights, with the ability to operate in both FIFO (First-In-First-Out) and LIFO (Last-In-First-Out) configurations depending on specific operational requirements.